This is a concept I'm going to refer to as 'Skinning'. Printing the outer layers at a very thin height, while printing the inner layers at a thicker height. For example, one could print an object where the perimeter is printed with 0.25mm layers, but the inside is printed with 0.5mm layers.
 |
| Cross-section of a 'Skinned' print - note fine threads on front and thicker threads inside. |
This would require printing at least two perimeter layers (probably first) for every inner layer, but that shouldn't be a problem.
I've been developing some simple test scripts that take the GCode for a simple sliced object and 'skin' it with an external layer half the carve height. The script is rather basic, but the initial results look very promising.
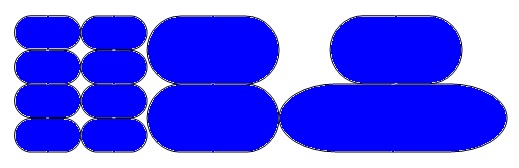
 |
| Left: 'Skinned' Cube 0.25mm external 0.5mm internal - Right: 0.25mm external & internal. |
The 0.25mm default cube took 21m 30s to print, a 0.5mm default cube took 10m 0s to print, where as the hybrid 'skinned' cube took 16m 0s to print. The quality is not quite as good as the Skeinforge carved 0.25mm cube (the translucent PLA makes it hard to see), but my script just scaled the extrusion parameters from the 0.5mm carved cube as a quick and dirty test, it also doesn't take into account that the new perimeter paths are slightly longer (or shorter for the internal ones) than the 0.5mm carve.
Now that I know the concept works I'll work on refining the script to correctly adjust the extrusion rate for the skin height.
It's something that I'd like to turn into a Skeinforge plug-in and make part of the tool chain, it would probably much easier to handle the data within Skeinforge than trying to post-process it.
Eventually every print will look like it was printed with the finest nozzle, but take significantly less time!
Nice work.
ReplyDeleteI have not started with Skeinforge yet, but this makes me much more interested in taking the plunge.
Do you do the outer layer 2 times raising the height between and then lower back down to do the inner then repeat? or some other method.
Really great Blog by the way, I shall be following your progress with interest.
Rich.
Thanks RichRap.
ReplyDeleteSkeinforge is definately worth wrestling with, especially with SF40 and higher. There are lots of buttons to push, but with SF40 it is much easier to get great prints by only tweaking three settings.
For this process I'm currently printing the perimeter first, so as I move from one layer to the next I make a half height move. Print the outside perimeter and the inner half-height backer. Then make another half-height move and print the secound outside perimeter and backer. Then I'm at the correct height for the in-fill.
In the example print, the default carve is 0.5mm (bigger than my normal 0.4mm, but it makes the half-height easier to print)then my script modifies the perimeter to print the half-height traces at 0.25mm increments.
I have printed a 0.4mm/0.2mm skinned hybrid now, which I didn't think was possible with my nozzle. The 0.2mm traces aren't quite as good as the 0.25mm versions, but with a different extruder it could be promising.
Hi James,
ReplyDeletevery good idea the skinning approach. For improving your print quality further you should abandon the FiveD firmware and switch to Sprinter.
The FiveD has a limit on how fast it can retract the filament and thats basically tooooo slow for fighting ooze. I found a few academic documents that might help you with your skinning. Drop me an email if you want me to send them..
Thanks Ahmet.
ReplyDeleteI've been hearing a lot about Sprinter and Teacup. They are on my list to try out at some point, as are many other experiments!
I'd be interested in the docs you mention, but I can't find your email address. You can PM me the details on the RepRap forums.
The other day I went to a Show there they had 3D printers on display, I was interested in the Rapman 3.2 the prints seemed to be alright, but then the owner of the stall showed me something one of his clients printed with his Rapman 3.2 and it was perfect you couldnt even feel the ridges of the layers some how he managed to get it to print practically paper thin so the surface felt almost perfectly smooth. His client apparently hacked the Rapman somehow to get such a fantastic print.
ReplyDeleteJust thought i would mention that to see if anyone else has come across something like that or almost as good with printers like this ? and how do we get it to print like this even if it takes longer?